Today we talk about how MPT Plastic has re-engineered, printed and assemble a series of technical components for Gimax srl, the Italian leader in the production of electrical distribution and transformation panels.
Thanks to our expertise in plastics, in the technologies of transformation and in the planning and construction of the equipments MPT has succeeded not only to resolve the criticalities present in the frame and in the door of some models of integral electric panels but also to reduce the times and costs significantly productive.
SPECIFIC NEEDS
The electrical panels designed and produced by GIMAX are intended for the most diverse industrial sectors: from metallurgical to mechanical, from chemical to construction, with customized solutions to meet specific installation needs.
The finished products must therefore be able to:
- Withstand critical operating conditions (temperature, humidity, weather, etc.)
- To guarantee an appreciable and unaltered aesthetic result over time
- Meet all industry standards
- Withstand many movements (opening and closing)
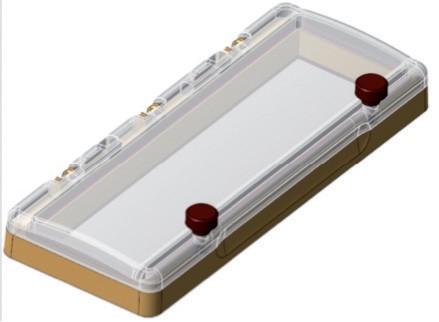
Moreover, the frame had to guarantee a high flatness in order not to create problems during the assembly of the picture. And the door had to be produced in two different lengths and in transparent material to allow you to see the switches without having to open it.
To meet all these requirements MPT suggested using:
– For the COUNTER: a polycarbonate, which is almost obligatory given the demand for transparency.
– For the FRAME: PC/ABS blend combining the technical and strength properties of polycarbonate with the robustness and high detail definition of acrylobutadienstirene.
The choice of these materials allowed us to obtain several advantages on the final product:
- Good resistance to UV rays
- High dimensional stability
- Flatness necessary for assembly
- Good mechanical characteristics
- Quality surface finish that remains unchanged over time.
The customer had asked us to create double-fingerprint moulds to produce in a single print the frames in two variants for 16 and 18 switch modules. Same request also for the relative counters of protection, in the same two measures.
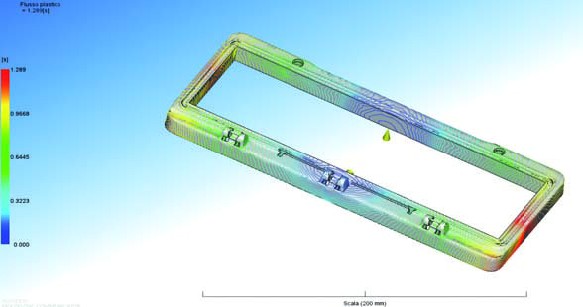
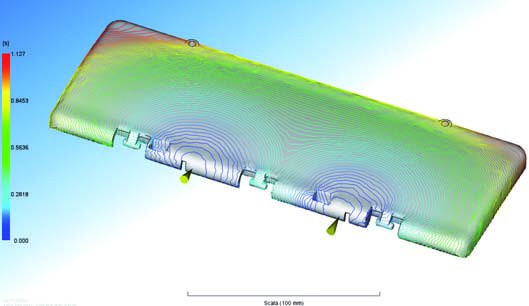
In order to meet customer requirements while reducing costs, we developed a solution that provided for the possibility, depending on the needs, to print only one of the two models. In the equipment was therefore inserted a kind of tap that, if closed, allowed to bypass one of the two injection circuits so that the material flowed in only one of the two possible footprints.
As the Moldflow analysis had shown the risk of problems in terms of deformation and dimensional tolerances of the molded parts, we built the molds with removable dowels. If there were any problems during the moulding phase, we could only correct the part to be modified, saving time and cost of adaptation.
In fact, then, it was not necessary to use this trick, because by entering the appropriate injection openings and setting the right parameters of molding we were able to overcome the problem upstream.
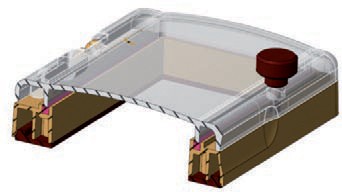
At the end of the moulding phase of the frames and protective doors, MPT took care of the pre-assembly of the two components, hinged by springs and pins.
The product thus composed was then delivered to the customer who would complete the assembly of the product inside, through the insertion of the seal on the profile of the frame ad the fixing with screws to the final electrical panel.
From the initial engineering of the product to the molding of the first pre-series, we took about 14 weeks, a very short time, considering that we developed the project practically from scratch and arrived at the assembly.
This result has been possible only thank to our Formula1Partner approach that allows us to act as a single point of contact in all the phases of development and realization of the components building along the path a relationship of lasting trust.